+8651085368008









Qineng Welding : содействие модернизации производства твердотопливных ракетных двигателей в аэрокосмической отрасли с использованием интеллектуальных технологий.
2026-05-14
23 октября 2024 года г-н У, генеральный директор компании Xi'an Aerospace Power Machinery Co., Ltd., связался с компанией Wuxi Qineng Welding System Co., Ltd. , надеясь решить вопросы, связанные с производством твердотопливных ракетных двигателей для Xi'an Aerospace. Компания Xi'an Aerospace планировала построить новый завод на участке площадью 150 акров с четырьмя производственными линиями и в общей сложности 16 станками, производя 81 твердотопливный ракетный двигатель 10 различных размеров в день (20 часов). Они надеялись, что мы сможем предоставить сварочные технологии и производственное оборудование.
Г-н У попросил нас сначала решить вопрос проверки качества сварки для малогабаритных (диаметром 210 мм) твердотопливных ракетных двигателей. Мы напрямую инвестировали более 3 миллионов юаней, создав четыре станка ( оборудование для сварки внутренних опор диаметром 210 мм , оборудование для сварки внешних обручей, оборудование для развальцовки цилиндров, оборудование для термообработки и соответствующие производственные линии). Качество сварки и эффективность производства значительно улучшились, и компания Xi'an Aerospace осталась очень довольна. Глава технического отдела, г-н Ли Цзэнхуэй, сказал, что не ожидал от компании Wuxi Qineng такой хорошей работы.
Летом 2025 года генеральный директор Ву снова поручил нам провести работы по проверке сварных швов на твердотопливном ракетном двигателе среднего размера (диаметром 750 мм) для аэрокосмической отрасли. Мы инвестировали более 5 миллионов юаней в производство шести единиц оборудования (сварочное оборудование для внутренних опор диаметром 750 мм, сварочное оборудование для опор зонтичного типа, оборудование для развальцовки цилиндров, оборудование для термообработки, сварочное оборудование для юбки ракеты и т. д.).
В настоящее время сварка кольцевого шва диаметром 750 мм занимает около 4 часов как внутри страны, так и за рубежом. В прошлом году мы разработали технологию аргонодуговой сварки (TIG), которая занимает всего 30 минут, повысив эффективность в 8 раз. Так почему же сварка занимает 4 часа как внутри страны, так и за рубежом? 1. Диаметры двух цилиндров могут отличаться. Для обеспечения соосности нам приходится корректировать соосность во время точечной сварки, что занимает почти 1 час. 2. Материал твердотопливного ракетного двигателя для аэрокосмической отрасли — сверхвысокопрочная сталь 30Cr3, которая склонна к растрескиванию во время сварки. Поэтому для предотвращения растрескивания во время сварки необходим предварительный нагрев в течение примерно 1 часа. 3. Требуется 2-3 TIG-сварки, на выполнение которых уходит более 1 часа. 4. После сварки необходимо поддерживать двигатель в нагретом состоянии более получаса. 5. Операторам также необходимо залезть внутрь двигателя для осмотра, ремонта сварных швов и шлифовки, что занимает еще полчаса. В общей сложности на сварку одного кольцевого шва уходит 4 часа.
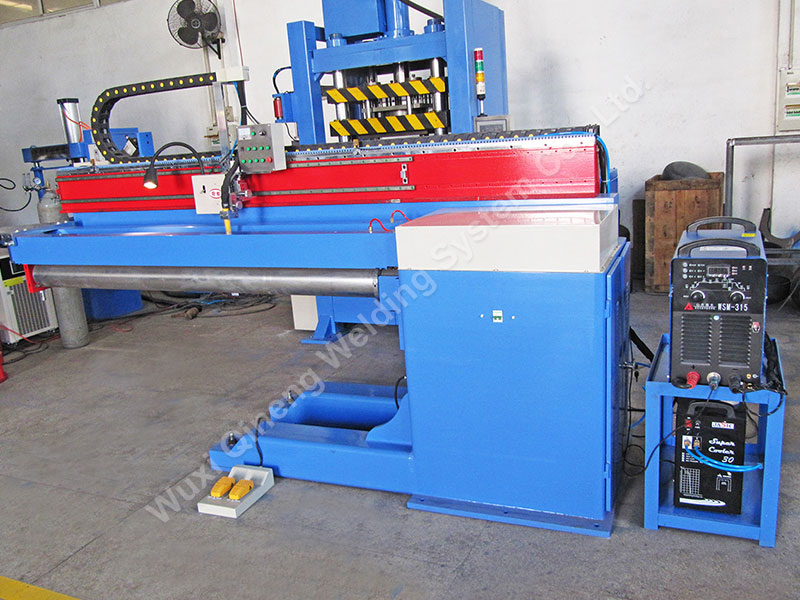
Процесс сварки в компании Wuxi Qineng Welding выглядит следующим образом: 1. Для обеспечения соосности не требуется ручная точечная сварка. Оборудование имеет внутреннюю опору и зонтичный механизм, автоматически обеспечивающий соосность. 2. Медные сварочные площадки на оборудовании уже имеют функцию автоматического нагрева до 150 градусов, что исключает необходимость специального предварительного нагрева. 3. Wuxi Qineng обеспечивает внутреннее и внешнее качество сварного шва с помощью одной TIG-сварки. 4. Не требуется повторная сварка или шлифовка на обратной стороне сварного шва. Шов равномерно поднимается на 0,5 мм. 5. Не требуется послесварочная термоизоляция. Поэтому весь процесс сварки может быть завершен всего за 30 минут. У Цзюнь, генеральный директор Xi'an Aerospace, сказал, что не ожидал, что Wuxi Qineng Welding достигнет такого высокого уровня качества.
В этом году, для дальнейшего повышения качества сварки и эффективности работы, мы инвестировали более 2 миллионов юаней в замену аргонодуговой сварки (TIG) на аргонодуговую сварку (MIG) для кольцевых сварных швов. Время сварки составляет всего 6 минут, а время загрузки и выгрузки заготовки также составляет 6 минут, что в сумме дает 12 минут на выполнение одного сварного шва. Это в 3 раза эффективнее, чем TIG-сварка, и в 20 раз быстрее, чем действующий отечественный и международный стандарт, составляющий 4 часа на сварку одного кольцевого шва. Первые успехи уже достигнуты, и в Сианьском аэрокосмическом центре ведутся работы по проверке сварных швов по новой технологии. Это заслуживает продвижения как внутри страны, так и за рубежом.